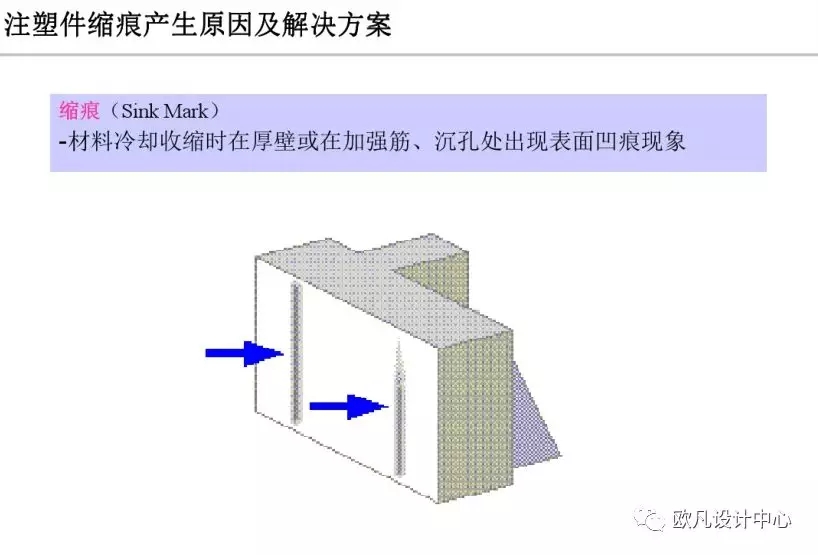
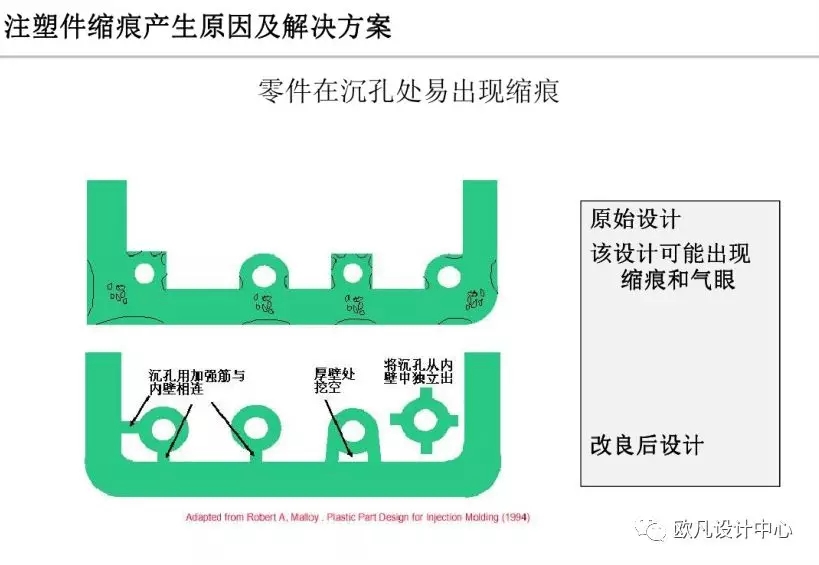
縮痕為制品表面的局部塌陷,又稱凹痕���、縮坑��、沉降斑。當塑件厚度不均時�,在冷卻過程中有些部分就會因收縮過大而產(chǎn)生縮痕�����。但如果在冷卻過程中表面已足夠硬�,發(fā)生在塑件內(nèi)部的收縮則會使塑件產(chǎn)生結構缺陷??s痕容易出現(xiàn)在遠離澆口位置以及制品厚壁、肋�����、凸臺及內(nèi)嵌件處����。
產(chǎn)生縮痕現(xiàn)象的原因及排除方法如下:
1、成型條件控制不當
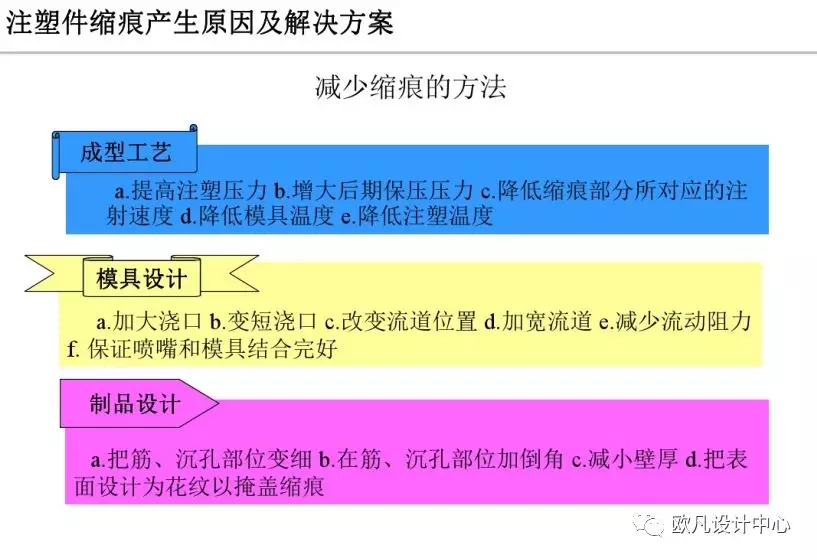
可適當提高注射壓力����,增加熔料的壓縮密度�����,延長注射和保壓時間����,補償熔體的收縮�,增加注射緩沖量。如果凹陷和縮痕發(fā)生在澆口附近���,可以通過延長保壓時間來解決�;當塑件在厚壁處產(chǎn)生凹陷時�,應適當延長塑件在模內(nèi)的冷卻時間;如果嵌件周圍由于熔體局部收縮引起凹陷及縮痕��,這主要是由于嵌件的溫度太低而造成的����,應設法提高嵌件的溫度;如果由于供料不足引起塑件表面凹陷�,應增加供料量。此外�,塑件在模內(nèi)的冷卻必須充分����。
2����、模具缺陷
結合具體情況,可適當擴大澆口及流道截面尺寸���,澆口位置盡量設置在對稱處�,進料口應設置在塑件厚壁的部位�����。如果凹陷和縮痕發(fā)生在遠離澆口處���,一般是由于模具結構中某一部位熔料流動不暢,阻礙壓力傳遞���,應適當擴大模具澆注系統(tǒng)的結構尺寸���,最好讓流道延伸到產(chǎn)生凹陷的部位。
3�、原料不符合成型條件要求
對于表面要求比較高的塑件�,應盡量采用低收縮率的樹脂����。
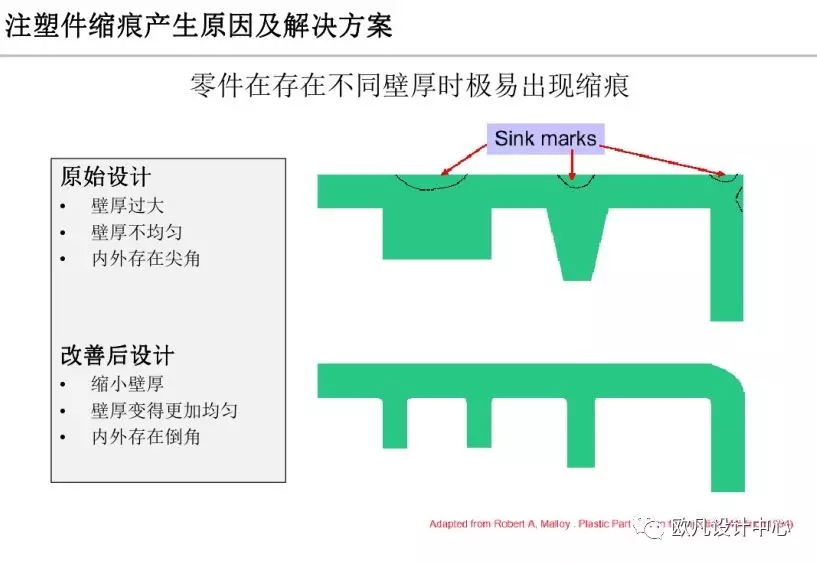
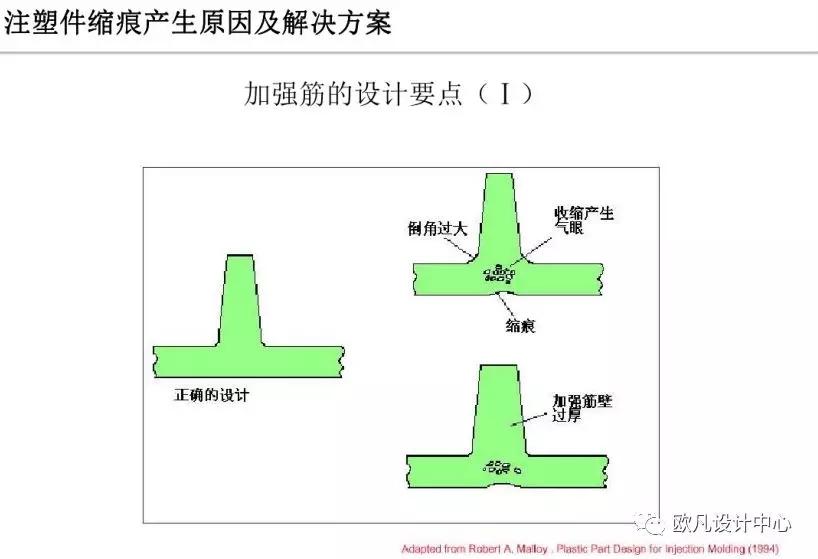
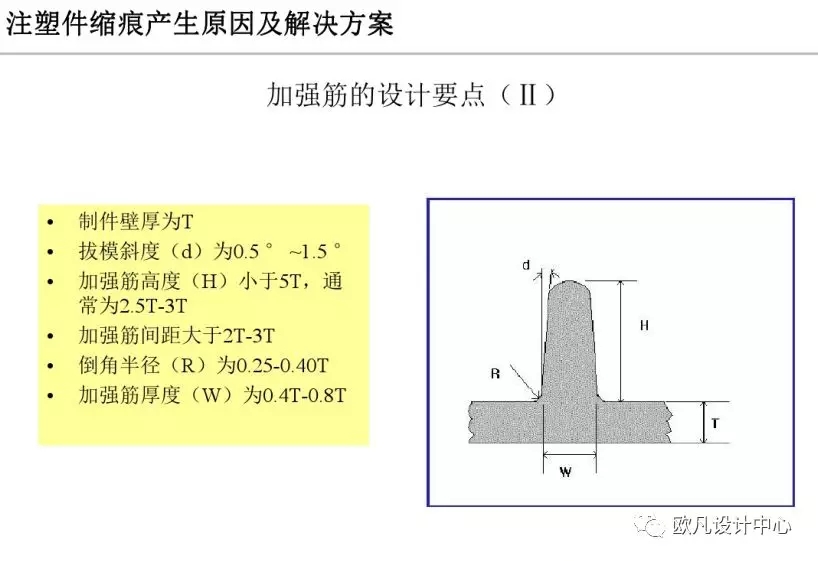
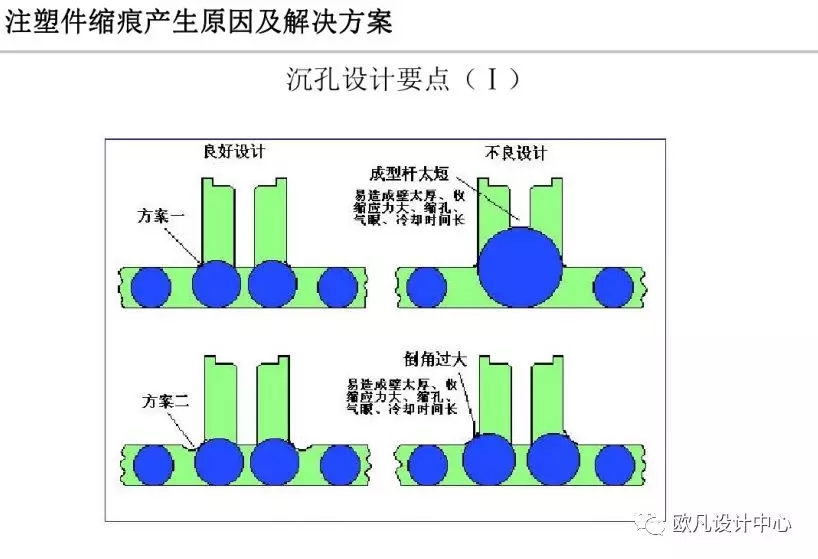
4、塑件結構設計不合理
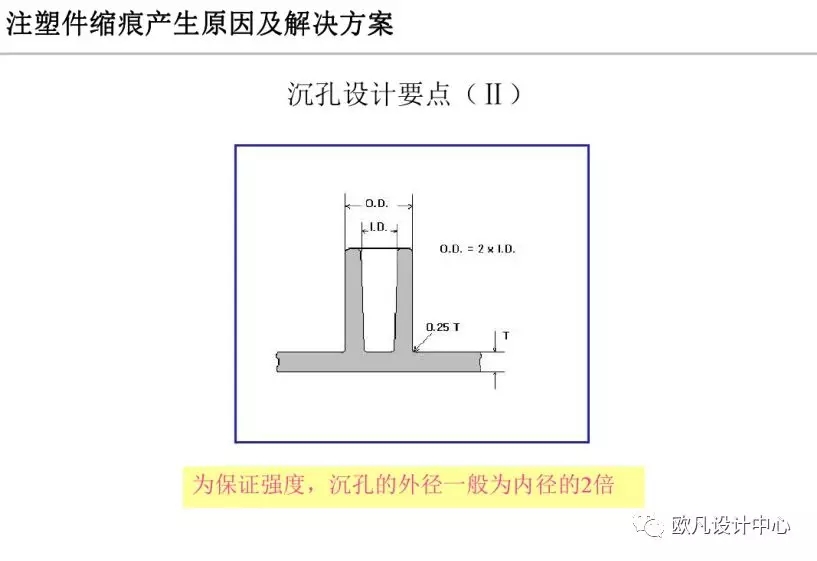
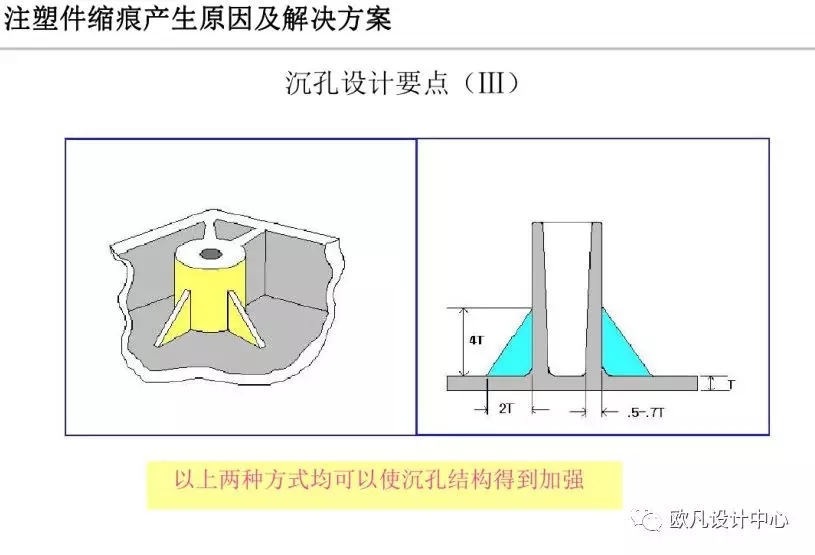
進行塑件結構設計時��,壁厚應盡量一致�。若塑件的壁厚差異較大,可通過調(diào)整澆注系統(tǒng)的結構參數(shù)或改變塑件壁厚分布來解決�����。
5��、制品壁太厚或邊角處熱量集中�,制品難以冷卻。一般制品壁厚不超過3.5mm(氣輔或發(fā)泡除外)�,若邊角處較厚,可使頂面壁厚漸變減薄�����,并使該區(qū)域充分冷卻�,減少收縮。
6��、工藝調(diào)整
①壓力調(diào)整。在達到滿射時注射壓力的基礎上�,每次注射遞加0.5~1MPa,直至壓力增加至設備最大注射壓力����。調(diào)整過程中注意觀察制品的脫模情況,若出現(xiàn)制品拉白��、頂白等現(xiàn)象����,應對拉白、頂白位置噴脫模劑���,以防止肋斷造成試模失敗而影響裝配驗證。當注射壓力尚未增至設備最高壓力�,而制品分型面已脹模時,則以當前壓力為最高壓力��,而無須增至設備最大注射壓力�,但必須作試模記錄,并保留脹模的樣件�����。找準最大注射壓力后,需進行時間調(diào)整���。
②時間調(diào)整����。觀察注射行程電子尺�,將注射、保壓時間延長至注射行程電子尺無位移����。若仍不能解決,進行模具溫度調(diào)整���。
③模具溫度調(diào)整�����。降低產(chǎn)生縮痕處的模具溫度至30℃以下��。
通過以上工藝調(diào)整�,若仍不能去除制品的縮痕現(xiàn)象���,可認為制品的縮痕無法通過調(diào)整注塑工藝來解決�����。
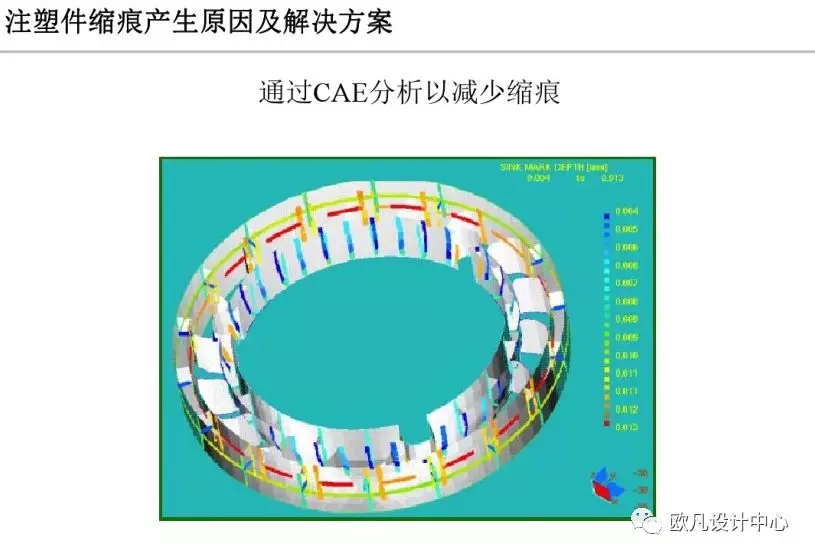
以下是用模擬3D圖來形容縮痕的特點以及解決方案: