一�、概述:
汽車(chē)車(chē)門(mén)門(mén)板模具產(chǎn)品的注塑要求非常嚴(yán)格����,產(chǎn)品不允許有批鋒�����、縮水�����、夾水紋��、刮花�、缺膠等缺陷�。最常見(jiàn)的問(wèn)題就是斜頂處容易漏批鋒。因?yàn)槠?chē)車(chē)門(mén)門(mén)板模具斜頂��、直頂?shù)臄?shù)量較多����,在修配安裝時(shí)有些許小誤差就可能導(dǎo)致批鋒。汽車(chē)車(chē)門(mén)門(mén)板模具有大面積插穿碰穿的位置�,這些位置,在修配中的誤差也會(huì)導(dǎo)致模具漏批鋒�。因?yàn)?a href="http://www.wdw521.top/24/a175.html" target="_blank">汽車(chē)車(chē)門(mén)門(mén)板模具的結(jié)構(gòu)原因,一般汽車(chē)車(chē)門(mén)門(mén)板模具都會(huì)有3個(gè)以上的進(jìn)膠口���,在兩股膠熔接的位置很容易出現(xiàn)夾水紋的現(xiàn)象,在相關(guān)部位做一些排氣鑲件,修配好這些鑲件之間的間隙可直接影響到排氣的效果�����。由于汽車(chē)車(chē)門(mén)門(mén)板模具較大�����,在制作裝配時(shí)要逐步控制好各個(gè)環(huán)節(jié)才能保證模具的質(zhì)量��。
二���、裝配環(huán)節(jié)中的要點(diǎn):
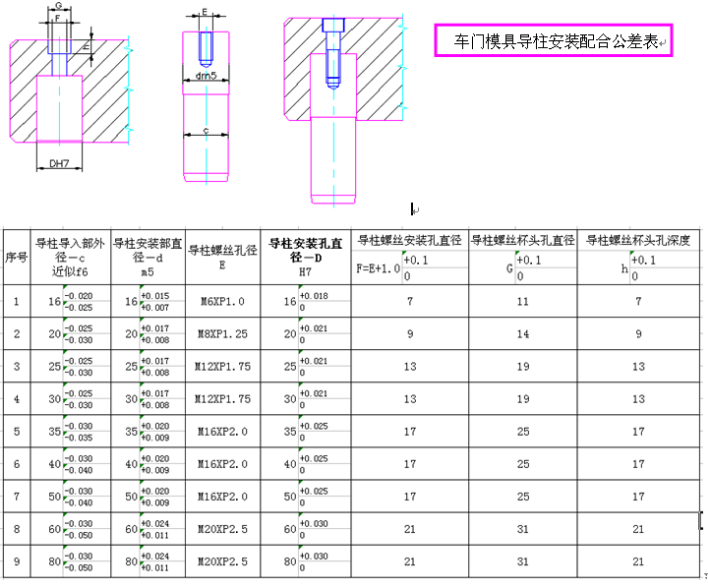
1 導(dǎo)柱����、導(dǎo)套的安裝:
在我公司�,此類(lèi)大型汽車(chē)模具的導(dǎo)柱導(dǎo)套的孔都是我們自己用CNC加工的。在加工過(guò)程中要控制好精度及公差尺寸����,安裝導(dǎo)柱時(shí)要先把導(dǎo)柱、導(dǎo)套放在孔上用直角尺把導(dǎo)柱校正了再用銅錘輕輕把導(dǎo)柱敲進(jìn)去����,接著用螺絲鎖緊���。
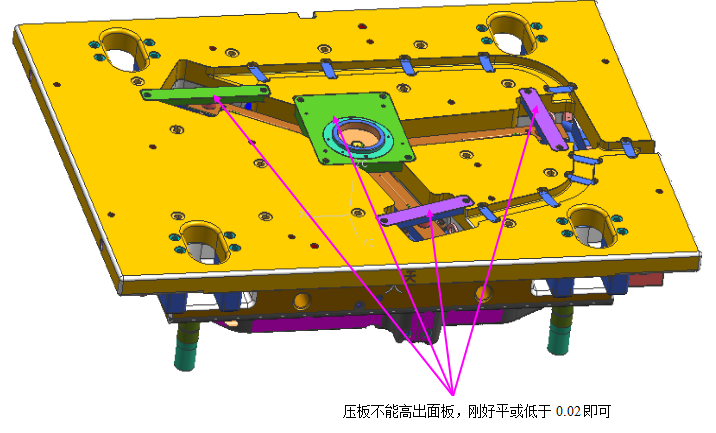
2、 排氣鑲件的修配:
這類(lèi)排氣鑲件要先鑲拼起來(lái)用螺絲鎖緊后再裝配��,不要用硬物直接敲打鑲件��,要用尼龍膠棒或銅棒墊著后再輕輕敲打�����。鑲件跟模腔槽的配合公差為H7 �����;

3��、 喇叭網(wǎng)鑲件的裝配:
a����、 前模喇叭網(wǎng)鑲件比較特殊,外型較大�����、形狀不規(guī)則�����、表面不能有工藝螺絲孔����,我們?cè)谛夼浒惭b時(shí)要非常小心,要避免碰壞模具����,避免工傷等現(xiàn)象。
b���、在未EDM加工喇叭網(wǎng)孔之前先把鑲件在前模上配好���,這時(shí)可以用磁鐵吸著鑲件進(jìn)行安裝。當(dāng)EDM加工好喇叭網(wǎng)孔后就不能用磁鐵來(lái)安裝了��,這時(shí)要把模具側(cè)立起來(lái)并用行車(chē)或其他的捆綁設(shè)備把模具固定好�����。用手小心把鑲件從側(cè)邊安裝進(jìn)去.(注:不能用任何物體敲打喇叭網(wǎng)鑲件的正面)然后再用螺絲把鑲件拉緊�。
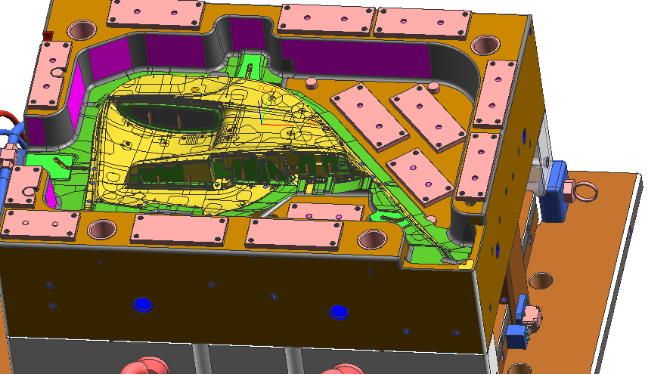
4、 PL面的修配
以前模作為基準(zhǔn)修整后模���,調(diào)整到碰模?��?滋幨呛谏?�,PL面周邊是紅色����。PL面周邊寬15mm內(nèi)紅丹的接面積為95%以上���,排氣槽后面周邊寬15mm以?xún)?nèi)紅丹的接觸面積為70%以上��。平衡塊上紅丹的接觸面積70%以上�����。
(注:不要圖方便留PL面上不到紅丹的地方當(dāng)排氣槽用)
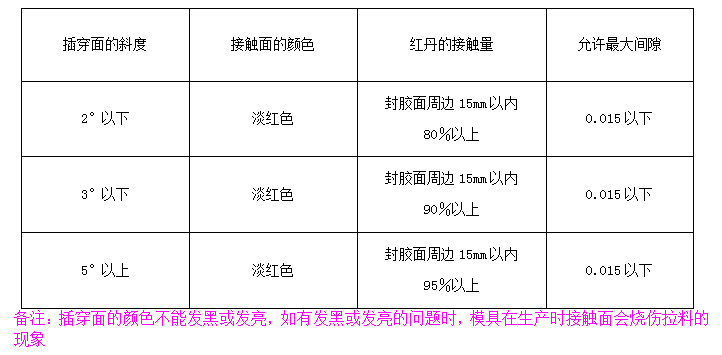
5���、插穿位的確認(rèn)
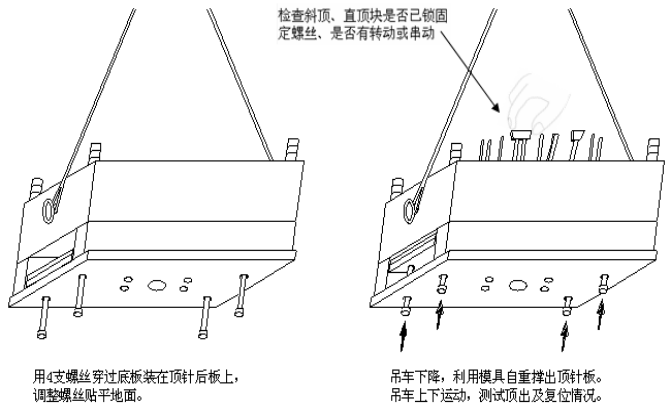
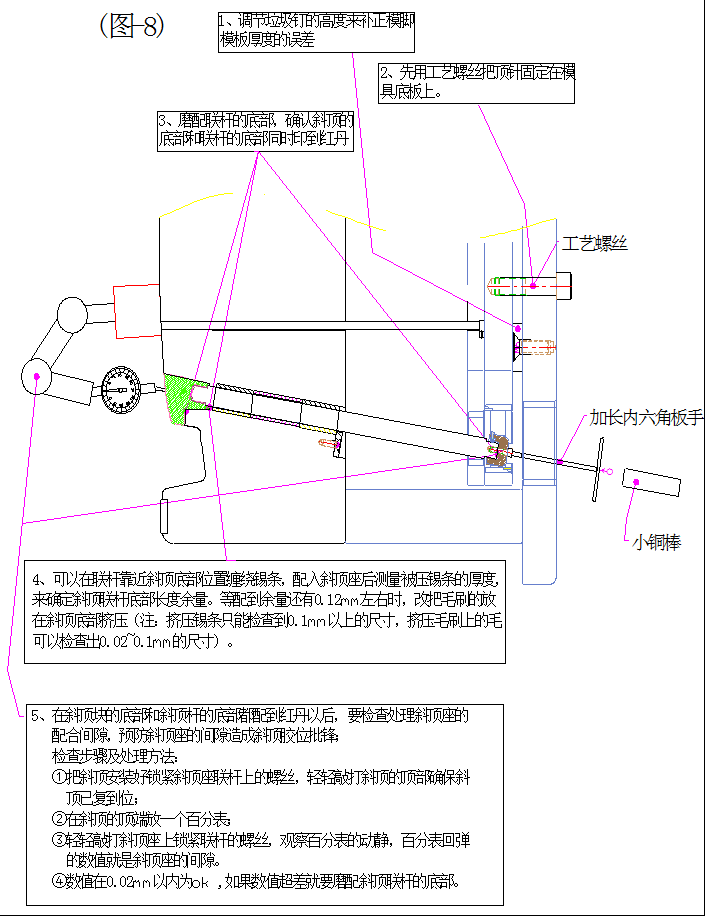
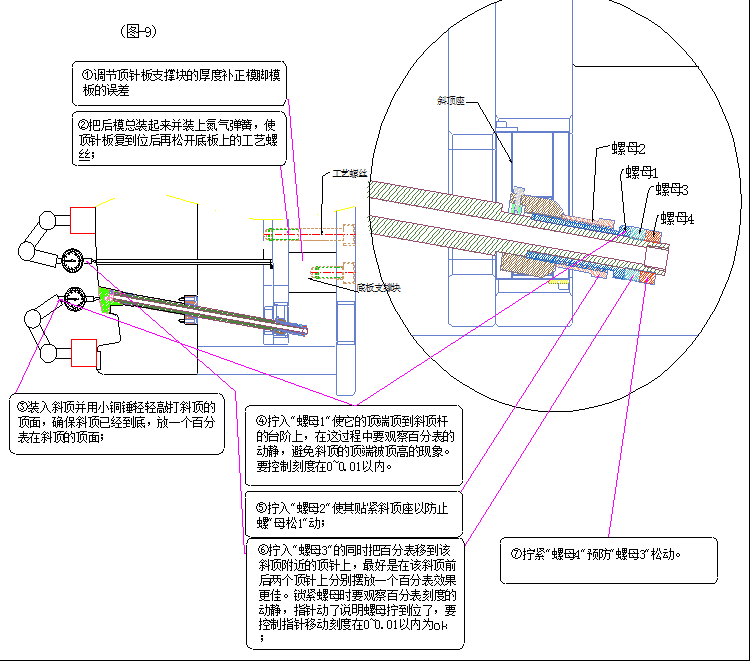
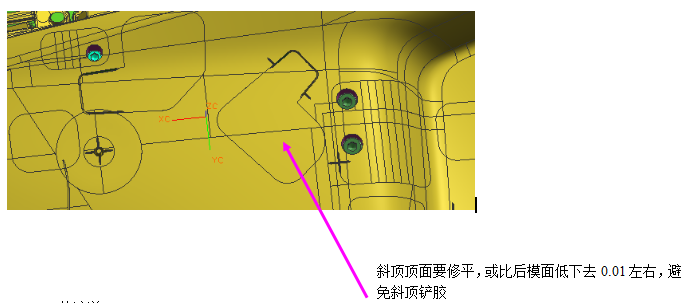
6、斜頂?shù)难b配:
斜頂?shù)奈恢檬擒?chē)門(mén)模具最容易漏批鋒的地方���,下面介紹一個(gè)斜頂?shù)男夼浼皺z測(cè)方法�����。
7���、 熱流道:
熱流道安裝好后要用溫控箱接上電源檢測(cè)它的全部功能是否正常�,避免上了注塑機(jī)才發(fā)現(xiàn)問(wèn)題的現(xiàn)象���。
8、 復(fù)位開(kāi)關(guān):
復(fù)位開(kāi)關(guān)安裝好后要用萬(wàn)能表檢測(cè)����,確保模具復(fù)到位后復(fù)位開(kāi)關(guān)同時(shí)發(fā)出感應(yīng)信號(hào)。
9��、安裝好模具后要測(cè)試模具的頂出機(jī)構(gòu)
以上幾點(diǎn)是我公司裝配員工在裝配汽車(chē)車(chē)門(mén)門(mén)板模具時(shí)�,容易忽略的幾點(diǎn)。現(xiàn)總結(jié)歸納�����,供裝配員工今后在裝配此類(lèi)模具時(shí)參考��。